 |
| Diamond wire drawing die processing and wear |
Diamond wire drawing die processing methods
Using a high-speed wire drawing apparatus for wire drawing processing; a multi-stage wire drawing die is used in the processing; characterized in that during the wire drawing process using a multi-stage die set, between the molds in the multi-stage mold set and / Level set die set the minimum diameter of the final mold and finished wire reel between the set of wire drawing products on-line testing and / or auxiliary processing links.
The claimed subject matter also includes the wire drawing apparatus used in the high speed wire drawing process. The invention can remarkably improve the product quality, greatly reduce the reject rate of the wire drawing process, and obviously reduce the number of times of stopping. The automatic control device can also be used for automatic detection, alarm and other automatic processing for the higher application requirements.
The solution has been eager to solve the technical problems, with significantly better than the huge economic value of existing technology.
Processing Technology of Polycrystalline Drawing Die
Through the improvement of EDM equipment, the selection of electrode material, working fluid and processing parameters, the piercing of PCD drawing die and the rough processing of each region angle were finished. Ultrasonic grinding mechanism, influencing factors of grinding quality and grinding technology, reasonable abrasive size and polishing parameters were selected, and the polishing process of PCD drawing die was finished.
Polycrystalline mold pore structure, generally divided into the entrance area, lubrication area, compression area, sizing area, security angle, the exit area 6 parts.
EDM is a direct use of electrical and thermal energy processing method is based on the tool and the workpiece between the pulsed spark discharge corrosion phenomenon to erase the excess metal in order to achieve the size of the workpiece shape and surface quality Scheduled processing requirements.
To achieve EDM must meet three conditions:
(1) must be carried out in a certain medium, the media from the insulation, cooling, chip removal, compression spark discharge channel role;
(2) between the tool and the workpiece always maintain a certain Discharge gap;
(3) the spark discharge for the instantaneous pulse discharge.
EDM is usually used as the processing of conductive materials, and polycrystalline mold is made of non-conductive diamond single crystal and metal additives sintered at high temperature and pressure, the resistivity, melting point, hardness are high, polycrystalline mold in the The formation of single crystal grain interlaced between the conductive one of the "network", which is mainly by the additives in the metal and some carbide composition, EDM first in this "network" on the discharge, the heat generated by the discharge of the surrounding Diamond corrosion and carbonization. After the carbonization of diamond, the formation of conductive carbide, so that EDM continues. EDM pulsed power supply is the role of the frequency AC current into a certain frequency of single pulse current to supply the energy required for spark discharge gap to erode the metal.
Drawing die processing is the first mechanical grinding method, relying on mechanical drive driven grinding tools (such as grinding cone, grinding pin, wire, rope, belt, etc.) high-speed movement, grinding material through the grinding surface of the mold and complete the hole processing. This method is less efficient for polycrystalline die drawing dies and is not suitable for mass production.
Drawing die by the installation and commissioning, the normal production of qualified parts, the process known as the mold of service. Under normal circumstances, we always hope that the mold can have a long service life, to meet the actual needs of the production.
But the mold in the manufacturing process may have some defects, or in the course of service gradually appeared in some defects, such as micro-cracks, mild wear, deformation, etc., in this case the mold although the hidden dangers but still continue to work , Which is defective but not lost service status called the mold damage.
Drawing die for some reason damage, or mold damage accumulated to a certain extent lead to mold damage, can not continue to serve, known as the failure of the mold. In the production, where the mold of the main working parts are damaged, can not continue to punch out a qualified workpiece, that the mold failure. The failure mode of the stamping die is generally plastic deformation, wear, fracture or cracking, metal fatigue and corrosion and so on.
Special processing is the direct use of electrical energy, chemical energy, light energy and sound energy to the workpiece to achieve a certain shape and size and surface roughness requirements, it does not require tool materials than the workpiece material is hard, does not require the application process obvious external force. Although the polycrystalline mold itself is not conductive, but the binder conductive, so you can use special processing methods for processing. After the equipment improvement and the technological test, the author uses the electric spark and the ultrasonic wave unifies the method, has realized the polycrystalline mold drawing drawing mold from coarse to fine processing request.
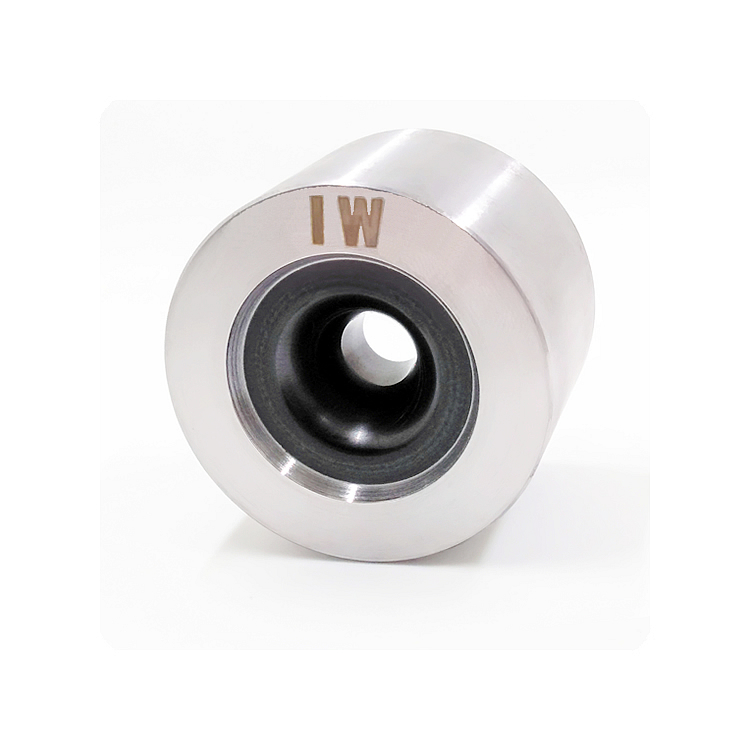
Production Technology of Tungsten Steel Die Set Sheet
The method comprises the following steps: the blank raw material is processed into a cylindrical bar material, the small diameter inner through hole is cut, the small diameter inner through hole is polished, the wire cutting cylindrical bar material is a plurality of plate bodies, the grinding body end surface, the electric discharge machining step hole, The cylindrical surface of the grinding plate body is a conical surface, and the two end faces and the step holes of the polishing sheet body are polished. The invention adopts EDM technology, reduces the influence of human factors on product quality, reduces processing time and personnel consumption, not only facilitates control of processing size, but also improves product dimensional accuracy, reduces unqualified rate, and can simultaneously process large Batch products, significantly improve the processing efficiency and reduce production costs, the product significantly extended the service life.
Analysis on Wear Reason of Diamond Drawing Die
1 drawing mold quality factors leading to their own processing mold wear
(1) diamond mold blanks and mold steel mosaic asymmetry, sintered hard alloy steel sleeve is unevenly distributed or have gaps, are likely to lead to the process of drawing wire U-shaped cracks;
(2) diamond mold blank in the laser drilling process, the sintering traces clean up or uneven heating will lead to the diamond layer of metal catalyst, binder, etc. into a pile, the sample likely to lead in the drawing process mold pits;
(3) mold hole design is unreasonable, the entrance lubrication area opening is too small, the stereotypes too long, will lead to poor lubrication, resulting in mold wear and even fragmentation.
2 wire drawing process used inappropriate factors lead to mold wear
(1) Drawing surface shrinkage is too large, resulting in cracks or broken mold. Cracks or broken cracks are mostly produced by the release of internal stress. In any material structure, the existence of internal stress is inevitable, pull wire can be generated when the internal stress can enhance the diamond microcrystalline structure, but when the drawing surface shrinkage is too large, can not be timely lubrication temperature rise will lead to excessive diamond The molds indicate that some of the material is removed and the microcrystalline structure is subjected to a significant increase in stress, making it more susceptible to cracking or cracking.
(2) the tensile axis of the wire is not symmetrical with the center line of the die hole, resulting in uneven stress to the wire rod and the wire die, and the impact caused by the mechanical vibration will cause a high stress peak to the wire rod and the wire die. Will accelerate the mold wear.
(3) due to uneven annealing caused by uneven hardness of wire and other factors likely to cause premature diamond wire drawing die fatigue damage, the formation of annular groove, increasing die hole wear.
(4) wire surface roughness, the surface adhesion of the oxide layer, sand or other impurities will die too fast wear. When the wire through the die hole, the hard, brittle oxide and other adhesive impurities will cause the same as the abrasive abrasive wire mold hole quickly wear and abrasion wire surface.
(5) poor lubrication or lubricants containing metal debris impurities lead to mold wear. Poor lubrication will lead to drawing when the surface temperature of diamond mold hole too fast, diamond grain off, leading to mold damage. When the lubricating oil is not clean, especially when the metal containing debris falling off, it is easy to scratch the surface of the mold and wire. |
|
|



